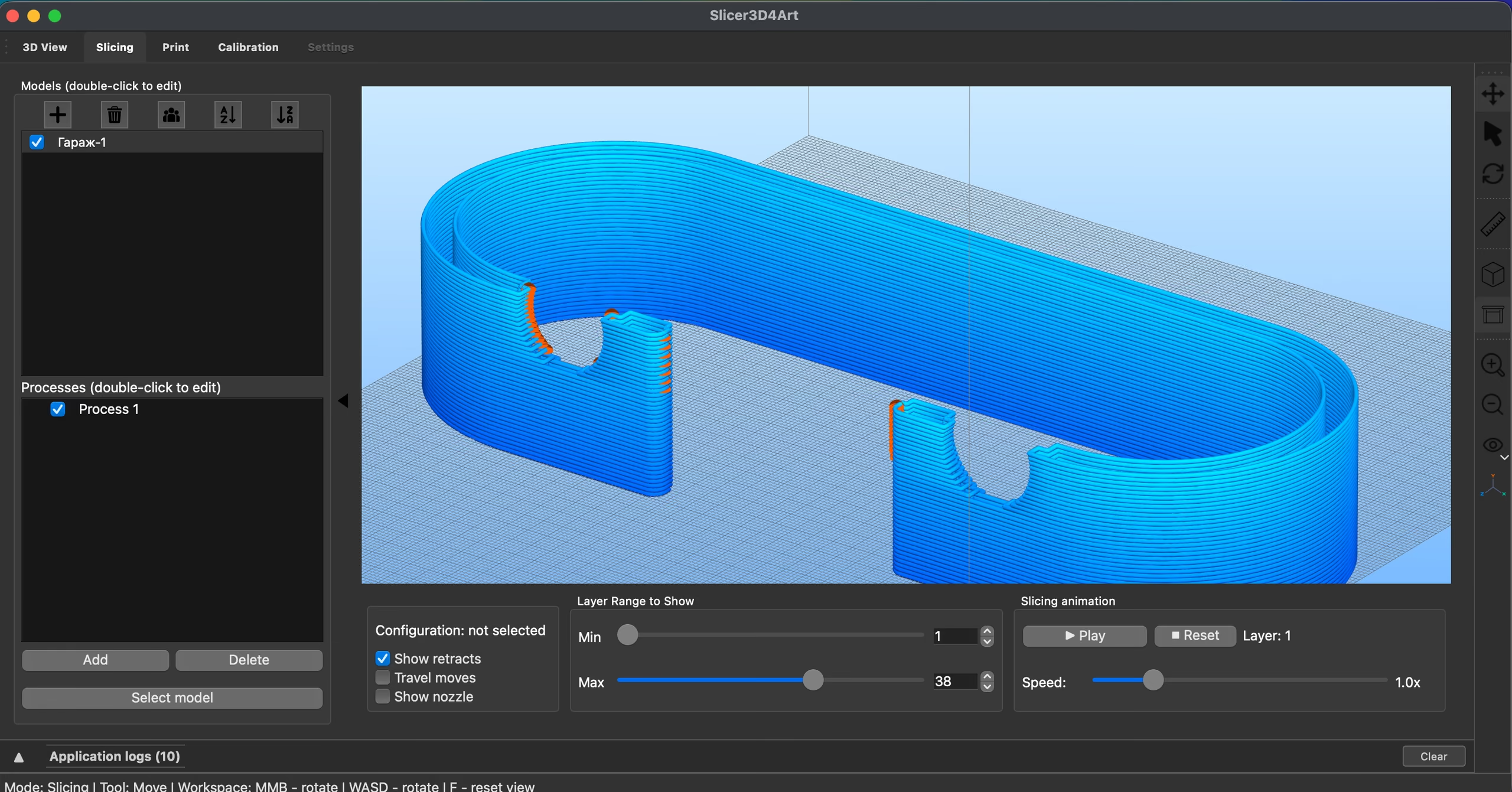
01Slicing considering rheology
A cement mixture is not a plastic filament. It flows, sets, and shrinks. The slicer accounts for this when slicing the model into layers:
- Extrusion speed is adjusted at corners, starts, and stops — where typical slicers cause blobs or gaps.
- Layer thickness is calculated for the specific mixture composition.
- Hydration time is considered when planning pauses — so the next layer bonds to the set, but not dried out, previous layer.
Why this matters: The wall comes out smooth, without sagging or gaps. Not because the operator is a genius. Because the slicer understands the material.